通过公示这些典型案例,旨在帮助企业加强产品的可回收再生设计,帮助全民改变社会认知和消费行为,形成可回收再生理念。
-
标签纸用不干胶粘贴,脱标、清洗、摩擦等,很难与瓶子分离
-
瓶片上残留不干胶质及标签纸粘,残留的胶质及标签影响后续利用
-
一般标签是由PVC或PP制成,而该品牌的标签,洗瓶厂无法通过盐选让标签下沉或上浮,导致混入瓶片中,降低再生质量。
有多种材料,消费者无法区分,人工分拣也不容易;如果混入回收的PET中,会造成污染。
车灯密封结构,由多种材料组成,需要暴力拆解,费工费时;无法规模化进行工业回收,绝大部分私人处理。
欢迎扫码加入“河南派莫”:长按识别下方二维码,和全球上百家废塑料回收再生会员企业一起发展资源再生事业,实现共赢!

Scan QR code for more details Or
leave a message on my WhatsApp+86-15038248900
传统的泵是由金属弹簧、聚丙烯、聚乙烯等混合材料制成,金属弹簧进入回收流会损伤机器
与塑料薄膜外观上无法区分,如果进入薄膜回收流,会造成污染。
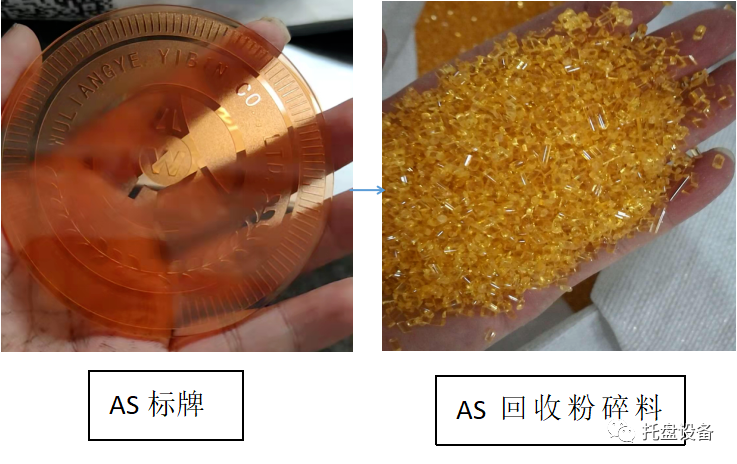
韧性差,易发脆,不能直接生产;每月车间产生的AS边角料和废料无法使用,造成一定的污染浪费
内部含有一层薄薄的聚丙烯,导致咖啡杯不能像纸或塑料一样回收利用。
PVC商标在全球三个《PET可回收性设计指南》中,均明确指出,带PVC商标的饮料瓶均为不可回收。由于PVC和PET的比重相当,在清洗过程中不易与PET分开,而PVC混入PET中将严重影响再生PET质量。
本身质轻、性能低,残值低,且收集困难,同时,回收的原料易缠绕回收再生设备,导致混入其他杂质,因此降低再生产品质量。
生产工艺中使用丙烯酸和大量的低熔点改性树脂(4080)作为粘合剂。粘合剂是生产地毯的必备原材料,而传统粘合剂生产的地毯却无法再生,因为丙烯酸重新回炉的过程中会破坏原地毯的主要原料(PET)的分子链,其他的低熔点纤维因为熔点比PET低100度,导致回收过程的碳化现象。目前只有焚烧,掩埋,某些厂家在做黑心棉。
一般是将PA,PP,PE材质拉成的草丝,与PP网格布,通过织草机,缝到一起,然后再通过丁本胶,使两者复合到一起。材料性能差,杂质含量多,再生产品品质差。
PET/PE:复合材料再生过程中因为PET和PE极性不同,无法制备有效复合材料;PA/PE:同上,因为PA和PE极性不同,也不能通过共混制备有效复合材料;BOPP(PET)/AL/PE:采用双螺杆挤出机测试结果表明,铝箔的存在使再生材料具有明显的缺陷,材料的机械性能不达标;PVDC涂层:PVDC的热降解温度低于主料的融化温度从而影响主料的回收质量。PVDC如果焚烧处理,也会产生有毒气体。
CD光盘主要分为五层,其中包括基板、记录层、反射层、保护层、印刷层等,其使用的材料是聚碳酸酯(PC),而光盘因为分散,难以收集,而且光盘盘面印刷油墨太多,影响再生产品质量。
阳光板主要由PC/PET/PMMA/PP料和ABS加PC料制作成,而去除涂层需要浸泡、助剂清洗,加工过程环境压力大,对再生材料质量有很大影响。
化学纤维中由于天然棉纤维的存在,导致其无法进行塑性加工,而且在热加工过程中容易碳化,将严重影响产品质量。
因为油漆为交联固化材料,无法实现塑性加工,对再生材料造成缺陷。而去除镀层,同样也很困难,需要化学药剂,再生过程环保要求高,过程中会影响再生材料质量。
复合材质种类多,不能有效分离,导致没有合适工艺加工,同时因为材质差别较大,也不能有效形成性能优良的复合材料。
有关于可回收性设计,欧美日等地相关规范和标准已实施多年,但是国内还没有大范围地推广和实施,国内回收再生企业面临许多难点和问题。